Hey all,
The next two mechanical updates will come in relatively quick succession because a lot has happened in the past two weeks and I haven’t made the time to write about them until now. This installment will just talk about the tweaks in the finger design and what needs to be done to finish it up.
V7.6 printed fairly poorly and didn’t have great grip. The V7.7 and on has a flexible polyurethane “skin” built out simple arches. These arches seem to work well for a few reasons:
- As elliptical arches, they print pretty well (very little overhang).
- As elliptical arches, they are also pretty weak when pushed from the side. This comes in handy as the finger curls and has to push some of the “skin” out of the way to fully flex. This compliant aspect of the arches will hopefully enable the hand to pick up small or irregular shapes
- The overlapping arches make a bumpy palmar surface, which aught to get better grip on odd shapes. Along with the natural tendency for polyurethane to have a high coefficient of friction with other materials (there must be a word for that), the fingers should be able to grip a wide range of objects without as much force as other, rigid-body fingers.
Another “advancement” in more recent iterations has to do with the build setup: as suggested by Alex Crease and Shane Kelly, some of the 3D printing experts at Olin, I added blue tape to the heated build plate of the Replicator 2X. This really helps build adhesion, but not quite enough to consistently prevent warping. As such, I also added a raft in the printer settings, and that holds down the fingers pretty well.

The raft-cutting process gets a bit messy
Unfortunately, this raft also necessitates the new step of cutting off said raft. ABS rafts stick particularly well to their models, so I’ve had to go down the dorsal side of each finger and cut off the raft with a knife. When you get the hang of it, it goes pretty quickly, but it would be ideal if future printers could fix ABS’s peeling problem without a raft.
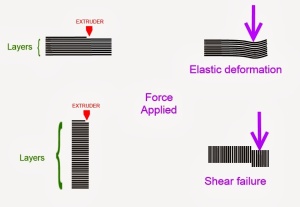
The next and most recent improvement was the addition of the 90 degree metacarpophalangeal (knuckle) joint. This long-overdue addition finally allowed the fingers to face the Instron tensile test in our materials science lab. This tensile test was done to establish how much force the polyurethane bushings could hold before shearing. The results were quite surprising:

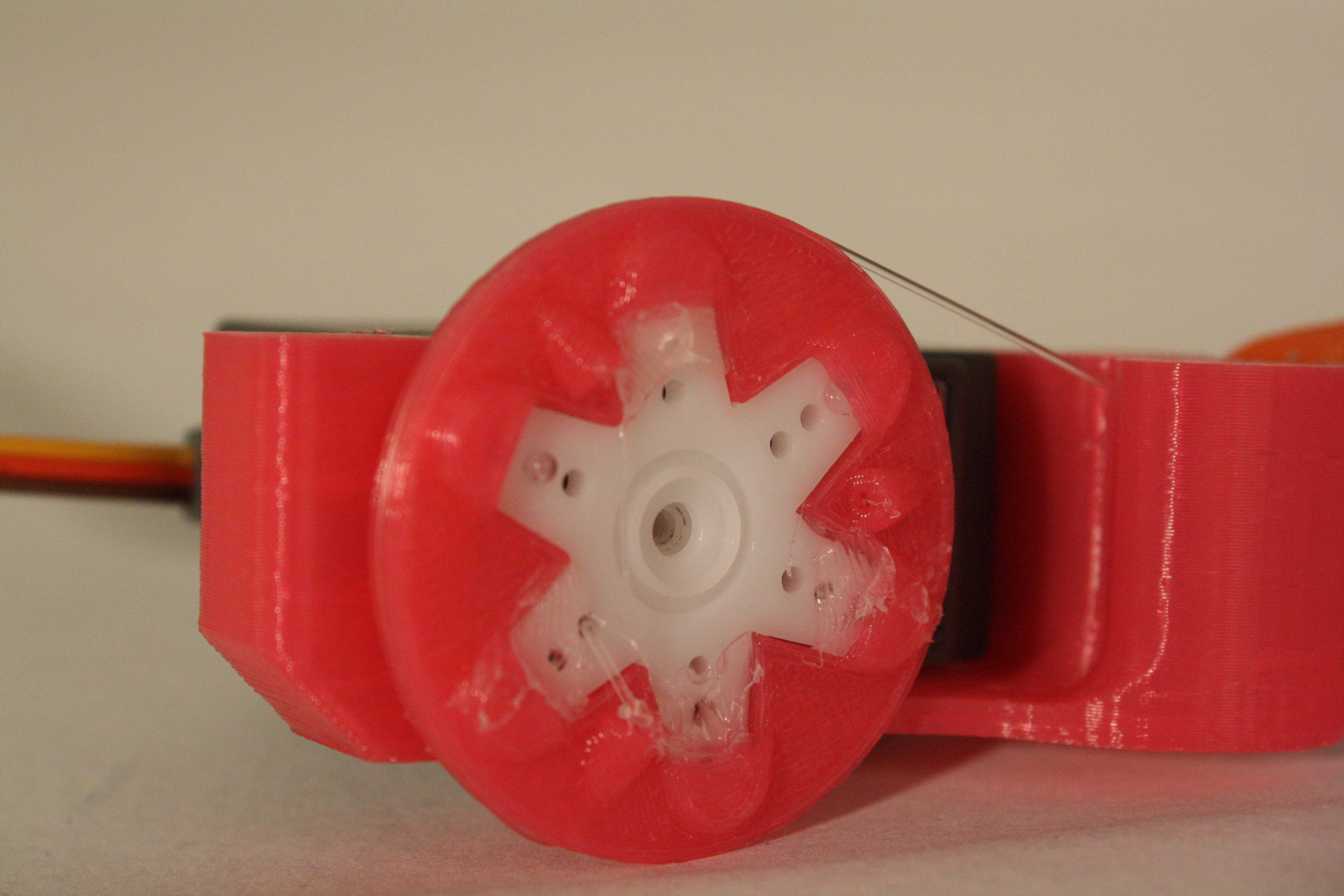
Because the finger has three different bushings, this is by no means a material test. This graphs describes the behavior of whole finger as one functional sample. Around 100 Newtons (~22.5 pounds), the finger transitions from elastic to plastic deformation as the the joints are noticeably being displaced. At Just over 155 N (~35 lbs), the knuckle bushing actually slipped from its socket and eventually broke (after ~67mm of total extension). The striking thing to notice, though, is how far the finger pulls apart before deforming permanently. Polyurethane is truly an amazing material, if you ask me. In any case, this is plenty of strength for us, especially when we add four fingers together and have fishing wire actively keeping the joint from pulling apart. With that, our finger design was complete…well, it should have been.

Notice how far the bushings stretch!
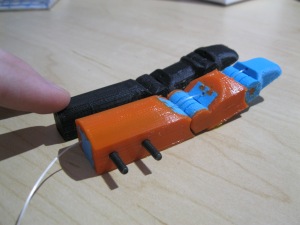
When the first prototype of the claw (covered in the next blog entry) was finally assembled and the fingers plugged in, everything worked well so long as you were willing to pull as hard as possible to get the fingers to flex. Point being, the fingers have way too much friction because of their fully enclosed (and partially polyurethane) guide channels.
The next iteration of the finger plans to sport significantly less restrictive pulleys to reduce friction, which will hopefully be the last improvement before the fingers work like a charm.
Thanks for tuning in, and come back soon to see the first iteration of the claw!

-Myles